Китай: спецсталь заводы — технологии и экология?
2026-02-06
Когда слышишь про китайские заводы спецстали, первое, что приходит в голову — масштаб, дешевизна и… дым из труб. Но так ли это сейчас? Пора разобраться, что на самом деле происходит в цехах и лабораториях, где варят стали для ветряков, буровых вышек или медицинских имплантов. Мой опыт подсказывает, что здесь кроется масса нюансов, о которых редко пишут в обзорах.
Технологический рывок: не только копирование
Раньше многие, и я в том числе, считали, что китайские производители в основном адаптируют зарубежные разработки. Отчасти это было правдой лет десять назад. Но сейчас ситуация иная. Возьмем, к примеру, производство коррозионно-стойких марок для шельфовых проектов. Да, началось с лицензий японских или немецких стандартов, но затем местные инженеры стали вносить изменения в состав шихты и режимы термообработки, чтобы адаптировать сталь к конкретным условиям — скажем, к высокой солености в Южно-Китайском море. Это уже не просто копия, это доработка под реальные задачи.
На одном из заводов в провинции Цзянсу я видел, как работает система прецизионного литья под вакуумом для получения жаропрочных сплавов. Само оборудование может быть немецким или итальянским, но вот алгоритмы управления процессом, софт для моделирования усадочных раковин — часто свои, разработанные совместно с местными техуниверситетами. Результат? Удалось снизить процент брака по внутренним дефектам почти на 1.5%, что для дорогостоящей спецстали — огромная экономия. Но и проблем хватает: тот же софт иногда зависает при резкой смене партии шихты, приходится оперативно вносить коррективы вручную — идеальной автоматизации нет.
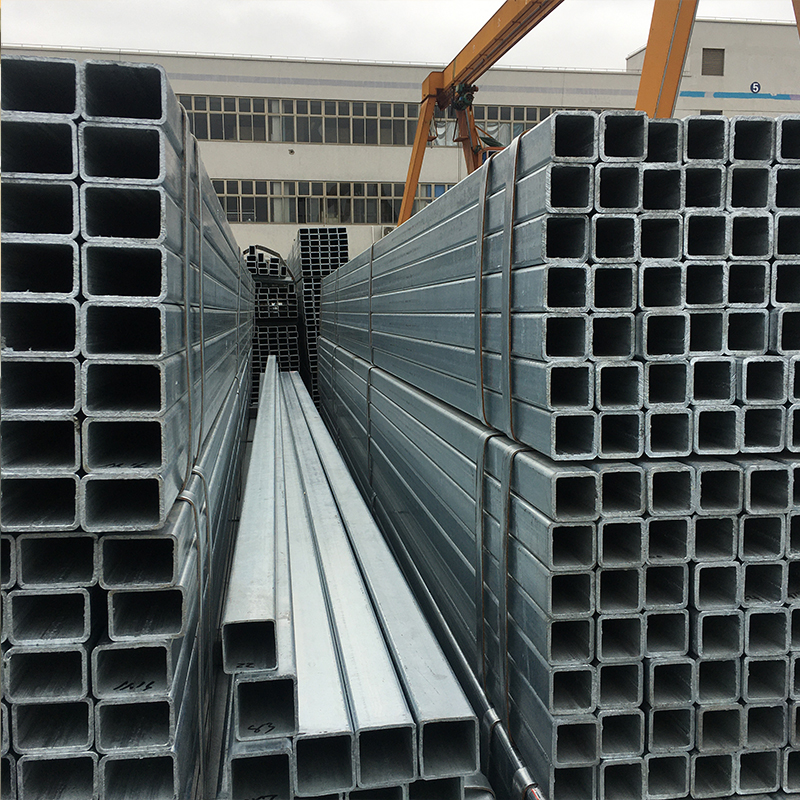
Еще один момент — контроль качества. Спектральный анализ есть везде, но на передовых предприятиях, таких как те, что поставляют заготовки для спецсталь труб большого диаметра, внедряют системы сквозного отслеживания. Каждая плавка, каждый сляб получает цифровой паспорт. Это позволяет, если на стройплощадке в Сибири возник вопрос по химсоставу, за минуты поднять все исходные данные. Правда, на практике цепочка иногда рвется на этапе логистики, когда метки стираются или смешиваются партии при погрузке — ручной труд все еще вносит свои коррективы.
Экология: от формальных отчетов к реальным инвестициям
Тема экология на металлургических заводах — это всегда боль. Раньше, честно говоря, многие предприятия ставили фильтры для галочки, чтобы пройти проверку. Сейчас давление и со стороны государства, и со стороны международных заказчиков изменило картину. Нельзя просто так сбрасывать шламовые воды или иметь дымящую трубу. Но как это выглядит изнутри?
Например, утилизация травильных растворов. Старая схема — нейтрализация и захоронение. Сейчас все чаще внедряются замкнутые циклы с регенерацией кислоты. Я видел такую установку на заводе в Таншане. Эффективность? Заявлено 85% рекуперации. На деле, в первые месяцы работы выходило около 70% — сказывалась нестабильность сырья, примеси в отработанном растворе забивали мембраны. Потребовалось полгода настройки и перенастройки. Это типичная история: купили дорогое зеленое оборудование, а чтобы оно заработало как надо, пришлось потратить еще кучу времени и денег на адаптацию под местные реалии.
Энергопотребление — отдельная головная боль. Электропечи — пожиратели энергии. Некоторые заводы, особенно в регионах с жесткими квотами на выбросы углерода, активно переходят на предварительный нагрев шихты за счет утилизации тепла от отходящих газов. Технология не нова, но ее внедрение упирается в пространство: не каждый старый завод можно перестроить, чтобы разместить эти громоздкие теплообменники. Приходится идти на компромиссы, строить пристройки, что увеличивает сроки и стоимость модернизации. И да, это все сказывается на конечной цене спецсталь продукции, что не все клиенты готовы принять.
Цепочка поставок и работа с партнерами
Технологии и экология — это хорошо, но без надежной логистики и четких контрактов завод просто остановится. Здесь часто возникает разрыв между ожиданиями зарубежного покупателя и местной практикой. Китайский производитель может сделать отличную сталь по спецификации ASTM, но если в контракте не прописаны мельчайшие детали упаковки (например, обязательное использование ингибиторов коррозии VCI-бумаги для морской перевозки), то материал может прийти с поверхностной ржавчиной. Это не брак по химсоставу или механике, но клиент будет недоволен.
В этом контексте интересно посмотреть на работу торговых компаний, которые выступают мостом. Они часто лучше понимают требования конечного рынка. Вот, например, Chengdu Mitsuboshi International Trading Co., Ltd. (их сайт — https://www.cdscy.ru). Это не производитель, а торговое предприятие, но они глубоко погружены в специфику. Компания ООО Чэнду Синьхэ Материал, основанная еще в 2007 году, за годы работы накопила опыт именно в том, чтобы правильно интерпретировать запросы, скажем, российского машиностроительного завода и транслировать их китайскому заводу-изготовителю в техническое задание. Они знают, что для сибирского климата нужен не просто определенный класс прочности, но и особые условия проведения ударных испытаний при низких температурах. Без такого переводчика даже самые передовые заводы могут допустить ошибку, не зная локальных стандартов или привычек заказчика.
С другой стороны, такие компании сталкиваются с проблемой контроля качества на расстоянии. Нельзя постоянно быть на заводе. Поэтому выстраивается система доверия и выборочных проверок. Иногда мы, приезжая с инспекцией от имени партнера, просим провести внеплановую выплавку контрольной партии, чтобы убедиться в стабильности. Бывает, что заводы идут навстречу, а бывает — отказываются, ссылаясь на загруженность. Это всегда переговоры.
Конкретные кейсы: успехи и провалы
Расскажу про один проект по поставке нержавеющей стали для пищевой промышленности в Европу. Заказчик требовал не только специфический состав (с пониженным содержанием определенных примесей), но и полную прослеживаемость сырья — вплоть до рудника. Китайский завод-поставщик был технологически готов, но его система документооборота не была к этому приспособлена. Пришлось в срочном порядке внедрять блокчейн-платформу для отслеживания сырья. Получилось, но проект вышел на рентабельность на год позже планируемого срока из-за этих непредвиденных затрат на IT.
А был и провальный случай. Речь шла о производстве высокопрочной износостойкой стали для ковшей экскаваторов. Лабораторные испытания образцов дали прекрасные результаты. Но при переходе на промышленную плавку (увеличили тоннаж в 50 раз) не удалось сохранить равномерность структуры по всему объему слитка. В крупногабаритной отливке возникали зоны с пониженной ударной вязкостью. Завод потратил несколько месяцев на эксперименты с разными скоростями разливки и модификаторами, но так и не достиг стабильного результата в требуемых габаритах. Контракт пришлось разорвать, репутационный ущерб был значительным. Это яркий пример, когда лабораторная технология не прошла проверку масштабированием.
Есть и обратные истории. Один знакомый комбинат в Ляонине успешно освоил производство биосовместимого титанового сплава для медицинских имплантов. Ключом к успеху стало не столько оборудование (хотя вакуумно-дуговые печи переплава у них были отличные), сколько создание чистых зон в цехе с контролем микрочастиц и подготовка персонала. Сварщиков, к примеру, обучали работать в специальных костюмах, как в микроэлектронике. Это уже вопрос культуры производства, а не только техники.
Взгляд в будущее: давление и возможности
Что дальше? Давление будет нарастать по всем фронтам. Клиенты хотят более сложные, кастомизированные марки стали. Экологические нормы ужесточаются — скоро придется считать не только выбросы в воздух и воду, но и полный углеродный след продукта. А это значит, анализировать логистику, источник электроэнергии для завода (угольная или ГЭС?) и так далее.
Выживут и будут лидировать те заводы, которые научатся гибко сочетать глубокие технологические компетенции с умением работать в прозрачном режиме для клиента. И те, кто сможет вкладываться в зеленые технологии не как в затраты, а как в долгосрочные инвестиции, снижающие операционные риски. Уже сейчас видно, как крупные игроки создают собственные исследовательские центры, где работают не только над новыми составами сталей, но и над методами переработки шлаков в строительные материалы или утилизации CO2.
Для таких компаний, как упомянутая ООО Чэнду Синьхэ Материал, роль будет эволюционировать от простого трейдера к техническому консультанту и интегратору цепочек поставок. Им придется еще глубже разбираться в технологиях и экологии своих партнеров-производителей, чтобы давать гарантии конечным покупателям. Это сложный путь, но другого нет. Общий тренд — консолидация, специализация и рост требований. Те, кто останется на поверхности, будут делать не просто спецсталь, а высокотехнологичный, ответственный продукт с полной историей. И в этом, пожалуй, и заключается главный сдвиг за последнее десятилетие.